据无锡市生态环境局有关负责人此前表示,无锡市有机废气燃烧法治理的相关企业超过350家。“采取燃烧法的企业都是废气排放量大、浓度高的市级重点监管企业,也是VOCs排放大户。”这些企业普遍存在运维技术标准不规范、监督管理制度不完善等问题,“高效处理设施”很容易变成“集中排污设施”。同时,各厂商之间的软件都是自己开发,无法和政府监管部门联网,存在监管盲点。日前据“无锡应急”微信公众号获悉,为深入推进工业企业动火作业专项执法检查行动,无锡市部署开展有机废气燃烧处理设施联合执法检查,重点检查蓄热式焚烧炉(RTO)的环保审批、安全设施“三同时”、本体安全装置、动火作业等16项内容。 

8月10日,无锡市应急管理局联合市生态环境局对无锡国泰彩印有限公司开展执法检查。检查发现,该企业缺少RTO炉生产运行记录台账及检维修计划和记录,同时存在RTO炉天然气燃烧系统火焰探测器线路绝缘层破损、燃气阀组设置位置不合理、燃气供气系统未设置压力报警参数等多条现场隐患。检查组当场下达责令限期整改指令书,要求企业及时整改,避免安全生产事故的发生。  
安全提示 RTO装置是一种高效的有机废气处理设备,其工作原理是把有机废气加热到760℃以上,使废气中的VOCs氧化分解为二氧化碳和水,在喷涂、纺织、印刷、注塑、半导体、PCB、锂电等存在挥发性有机物企业中普遍使用。 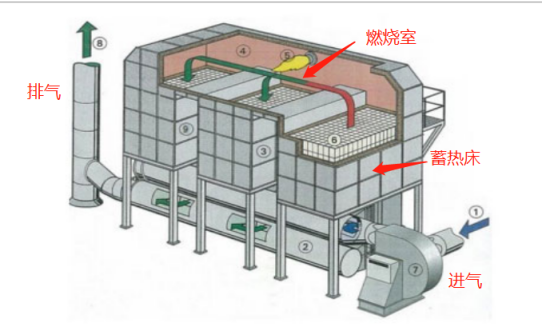 (RTO示意图) RTO装置安全事故案例 RTO装置运行过程中安全风险较高,安全风险辨识不全面、安全控制措施落实不到位、应急处置程序不得当会导致RTO装置发生生产安全事故,给企业造成较大的经济损失,带来较大的社会负面影响。
1.江苏某化工企业RTO装置爆炸事故
江苏某化工企业RTO装置于2015年3月8日和3月27日发生两次爆炸。事故虽没有造成人员伤亡,但废气引风机损坏,现场仪表烧毁,RTO装置损毁严重。此次事故发生的直接原因是:气体冷凝温度较高,冷凝后气相中的有机化合物含量增高,废气收集管道上稀释的配风空气不足,导致进入RTO废气的浓度达到爆炸极限。
2.山东某企业RTO装置爆炸事故
2019年5月,山东某企业RTO装置在运行过程中因废气浓度突然升高引发了爆炸,事故没有造成人员伤亡,RTO炉体本身未损坏,但引风机及进炉管道全部爆裂损坏。事故发生的直接原因是:废气浓度突然升高。
3.安徽某制药厂RTO装置爆炸事故
2019年6月16日,安徽某制药厂RTO装置因废气中甲醇浓度突然升高导致爆炸,爆炸声前后2次,间隔时间较短,一处位于RTO炉及相邻风机,另一处位于系统前端废气收集管道。事故导致RTO右侧蓄热室钢结构、保温棉、蓄热陶瓷和RTO近端的引风机、风管严重损坏。分析认为,该装置未安装实时废气浓度检测仪,不能及时检测并切断高浓度废气,造成高浓度废气在炉内蓄热材料中升温过程发生爆炸;另外该装置未安装阻火器,不能阻断爆燃的废气回火至废气收集部分;废气输送管道及风机均未采用可导电材质,废气与高速旋转的风机叶轮摩擦产生静电且静电无法导出,引发了系统前端废气的爆炸。 国务院督导组此前反馈的8项RTO炉安全要点
蓄热式焚烧炉(RTO炉)安全要点 一、RT0炉安全设施应与主体工程同时设计、同时施工、同时投入使用。在用RTO炉应补充进行安全风险评估论证:对于废气成分复杂的,应进行HAZOP分析并采取相应的安全措施。
二、RTO炉可通过设置缓冲罐、调整风量等预处理设施,严格控制RTO炉入口有机物浓度和流速,保证相对平稳、安全运行。
三、RTO炉应采取有效措施,防止管道及RTO炉下室体中的冷凝和沉积产生。
四、RTO炉应通过强制通风措施,满足最低通风量要求,避免可燃物积聚、回火等。
五、RTO炉应设置PLC或DCS控制系统(视情况可设置安全仪表系统),对风机、阀门、燃烧器、炉膛和废气管道等设备设施的关键参数进行实时监控和联锁。关键设备安全仪表系统应不低于SIL2标准设计。
六、RTO炉现场电气仪表设备应严格按照防爆等级设计,管道或炉膛内应设置泄爆片;RTO炉应设置短路保护和接地保护功能,废气管线选材要注意防静电。
七、RTO炉应设置断电断气后进气阀、排气阀紧急关闭,防止烟囱效应引起蓄热层下部温度上升。
八、RTO炉应设置UPS备用电源和压缩空气储气罐。对于浓度较高且含有低燃点物质的应急排空管道,严禁与高温排空管道共用烟囱排放。
文件原文如下:  VOCs前沿 面对可能存在的隐患企业该怎么应对? RTO装置安全运行对策
一 收集资料,严格新建RTO的安全设计 RTO供应商根据《蓄热燃烧法工业有机废气治理工程技术规范》(HJ 1093—2020)的要求,收集的工业有机废气理化性质等原始资料至少包括: 对RTO主体及辅助工程同步进行设计,设置符合HJ 1093—2020要求的工艺控制相关参数和安全措施,完善主体工程及辅助工程(废气收集系统的压力、可燃气体检测信号、燃料油(气)压力、仪表气源压力、电力等)之间的逻辑控制关系,实现整个系统程序控制。 RTO炉系统应纳入全厂安全风险辨识、全厂安全风险评估论证,对于废气成分复杂的,应进行HAZOP分析并采取相应的安全措施。企业在RTO治理设施验收或交付前须经过第三方专业机构开展安全评价或相关鉴定。
二 完善目前运行的RTO程序控制、联锁系统 将可燃气体检测仪分析信号、燃料油(气)压力信号、压缩空气压力信号接入RTO的程序控制系统并正常投用相关逻辑,完善各程序控制阀门的程序控制的电、气信号,并严格控制可燃气体浓度应低于最易爆组分或混合气体爆炸极限下限最低值的25%,否则应采用空气强制稀释或直接排放;
三 企业加强RTO运行维护 因此企业与RTO供应商在设计初期应该做好基础资料的收集、确认、利用,提高RTO本质安全设计水平,同时,企业加强对RTO的操作、维护、管理,及时消除隐患,确保RTO安全运行。
END
|





