|
专题技术
| 日期:2015/4/17 14:11:50 人气:11767 |
一、国内外废气处理技术分析
挥发性有机废气(VOCs)是指沸点在50~260℃、室温下饱和蒸气压超过133.3Pa的易挥发性有机化合物,其主要成分为烃类、硫化物、氨等。有机废气是有害人体健康的污染物质,它与大气中的NO2反应生成O3,可形成光化学烟雾,并伴随着异味、恶臭散发到空气中,对人的眼、鼻和呼吸道有刺激作用,对心、肺、肝等内脏及神经系统产生有害影响,有些则是影响人体某些器官和机体的变态反应源,甚至造成急性和慢性中毒,可致癌、致突变,同时可导致农作物减产。因此,VOCs处理越来越受到各国的重视,许多发达国家都颁布了相应的法令以限制VOCs的排放,已成为大气污染控制中的一个热点。据不完全统计,全国各行业产生有机废气的企业80%的没有废气处理设备,废气直接排放;10%的企业拥有热力焚烧炉,其余10%的企业拥有其它形式的废气处理设备。在拥有废气处理设备的企业中,又有半数以上因为运行费用过高而不经常使用。
目前国内外对治理挥发性有机废气开展了大量的研究和应用,下面将对这些处理技术加以介绍。
1、吸附处理技术
吸附法是利用多孔性固体吸附剂处理流体混合物,使其中所含的一种或数种组分浓缩于固体表面上,以达到分离的目的。吸附法在VOCs的处理过程中应用极为广泛,主要用于低浓度高通过量有机废气(如含碳氢化合物废气)的净化。该方法去除率高,无二次污染,净化效率高,操作方便,且能实现自动控制;不足之处是由于吸附容量受限,不适于处理高浓度有机气体,当废气中有胶粒物质或其它杂质时,吸附剂易失效,同时吸附剂需要再生。
2、催化燃烧处理技术
催化燃烧技术(AOGC)是指在较低温度下,在催化剂的作用下使废气中的可燃组分彻底氧化分解,从而使气体得到净化处理的一种废气处理方法。该法适用于处理可燃或在高温下可分解的有机气体。催化燃烧主要具有以下优点:①为无火焰燃烧,安全性好;②对可燃组分浓度和热值限制较小;③起燃温度低,大部分有机物和CO在200~400℃即可完成反应,故辅助燃料消耗少,而且大量地减少了NOx的产生;④可用来消除恶臭。但是其缺点是工艺条件要求严格,不允许废气中含有影响催化剂寿命和处理效率的尘粒和雾滴,也不允许有使催化剂中毒的物质,以防催化剂中毒,因此采用催化燃烧技术处理有机废气必须对废气作前处理。同时该法不适于处理燃烧过程中产生大量硫氧化物和氮氧化物的废气。
3、液体吸收处理技术
在废气治理工程中,液体吸收法是最常用的方法之一。该法不仅能消除气态污染物,还能回收一些有用的物质,可用来处理气体流量一般为3000~15000m3/h、浓度为0.05%~0.5%(体积分数)的VOCs,去除率可达到95%~98%。
该技术采用低挥发或不挥发液体为吸收剂,通过吸收装置利用废气中各种组分在吸收剂中的溶解度或化学反应特性的差异,使废气中的有害组分被吸收剂吸收,从而达到净化废气的目的。
VOCs的吸收通常为物理吸收。根据有机物相似相溶原理,常采用沸点较高、蒸气压较低的柴油、煤油作为溶剂,使VOCs从气相转移到液相中,然后对吸收液进行解吸处理,回收其中的VOCs,同时使溶剂得以再生。当吸收剂为水时,采用精馏处理就可以回收有机溶剂;当吸收剂为非水溶剂时,从降低运行成本考虑,常需进行吸收剂的再生。
吸收法的优点是工艺流程简单、吸收剂价格便宜、投资少、运行费用低,适用于废气流量较大、浓度较高、温度较低和压力较高情况下气相污染物的处理,在喷漆、绝缘材料、黏结、金属清洗和化工等行业得到了比较广泛的应用;其缺点是对设备要求较高、需要定期更换吸收剂,同时设备易受腐蚀。目前吸收有机气体的主要吸收剂仍然是油类物质。用液体石油类物质回收苯乙烯就是其中一例,由于工艺中可选择比吸附、催化燃烧装置处理气体能力大数倍的塔式吸收设备,因而设备的体积可做得小很多,设备费用也低,但很难找到理想的吸收剂,存在二次污染。
4、生物处理技术
将有机生物降解过程应用于有机废气的净化处理是近几年才开始的,是一项新兴的技术。由于微生物对各种污染物均有较强、较快的适应性,并可将其作为代谢底物而降解、转化。因此,与传统的有机废气处理技术相比,生物处理技术具有处理效果好、投资及运行费用低、安全性好、无二次污染、易于管理等优点;同时,由于废气生物处理吸收剂的再生可直接通过吸收剂中微生物的作用来实现,而不需要像理化吸收和吸附那样的专门设备,从而简化了工艺流程和工业设备,降低运行操作费用。所以,生物处理技术已逐渐成为世界研究的热点课题之一。
生物法特别适合于处理气体流量大于17000m3/h、体积分数小于0.1%的VOCs气体。可在常温、常压下操作,净化效率高,抗冲击能力强,只要控制适当的负荷和气液接触条件,净化率一般都在90%以上;不产生二次污染,特别是一些难处理的含硫、含氮的恶臭物质以及苯酚、氰等有害物质均能被氧化和分解。其缺点是由于氧化分解速度较慢,生物过滤需要很大的接触表面,过滤介质的适宜pH值范围也难以控制。
5、光催化氧化处理技术
光催化氧化法是近年来日益受到重视的污染治理新技术。对VOCs降解率可达到90%~95%。该技术是指在一定波长光照下,利用催化剂的光催化活性,使吸附剂在其表面的VOCs发生氧化还原反应,最终将有机物氧化成CO2、H2O及无机小分子物质。光催化氧化具有选择性,反应条件温和(常温、常压),催化剂无毒,能耗低,操作简便,价格相对较低,无副产物生成,使用后的催化剂可用物理和化学方法再生后循环使用,对几乎所有污染物均具净化能力等优点。
光催化氧化技术处理VOCs具有反应效率高、不受溶剂分子影响、易回收、反应速率快等优点,但这项技术还存在几个关键的技术难题。光催化氧化技术现阶段还处于实验室小型反应系统向大规模工业化发展的阶段,要投入实际应用还有待继续研究。
6、低温等离子处理技术
低温等离子体技术又称非平衡等离子体技术,是在外加电场的作用下,通过介质放电产生大量的高能粒子,高能粒子与有机污染物分子发生一系列复杂的等离子体物理化学反应,从而将有机污染物降解为无毒无害物质。
低温等离子体技术处理有机废气具有以下优点;①能耗低,可在室温下与催化剂反应,无需加热,极大地节约了能源;②使用便利,设计时可以根据风量变化以及现场条件进行调节;③不产生副产物,催化剂可选择性地降解等离子体反应中所产生的副产物;缺点是:①对水蒸气比较敏感,当水蒸气含量高于5%时处理效率及效果将受到影响;②初始设备投资较高。
7、蓄热式有机废气焚烧技术
蓄热式有机废气焚烧炉是目前国际上最节能、最有效减少挥发性有机化合物排放的方法,该方法使用蓄热式的热量回收方式,可以把高温烟气中90%以上的热能回收,烟气排出的温度可降至180℃左右。当待处理废气中有机物达到一定浓度以上时,运行中就可以不需要额外的热量,因此运行成本极低。据估计,如果全国全部有机废气使用蓄热式废气焚烧炉处理,挥发性有机化合物的排放量可减少90%以上,将会显著改善大气质量。
蓄热式有机废气焚烧炉稳定运行时,对VOC的破坏去除率97.5%以上;与相同处理能力的热力焚烧炉相比,实现节约燃料87.7%以上。蓄热式有机废气焚烧炉对VOC的破坏去除率比现有焚烧炉整体提高10~15个百分点以上,烟气中未燃碳氢化合物含量远低于国家标准规定的数值;另外与热力焚烧炉相比大幅度节能。
二、蓄热式有机废气焚烧技术(RTO)的工作原理和装置特点
RTO(Regenerative Thermal Oxidizer,蓄热室氧化器)主要包括蓄热室、氧化室、风机等,它通过蓄热室吸收废气氧化时的热量,并用这些热量来预热新进入的废气,从而有效降低废气处理后的热量排放,同时节约了废气氧化升温时的热量损耗,使废气在高温氧化过程中保持着较高的热效率(热效率95%左右),其设备安全可靠、操作简单、维护方便,运行费用低,VOCs去除率高。
有机废气首先经过蓄热室预热,然后进入氧化室,氧化室有两个作用:一是保证废气能达到设定的氧化温度,二是保证有足够的停留时间使废气中的VOC充分氧化,加热升温到800℃以上,停留时间为>1sec;使废气中的VOCs氧化分解成CO2和H2O;氧化后的高热气体再通过另一个蓄热室热处理,热量被蓄热体“贮存”起来,用于预热新进入的有机废气,从而节省升温所需要的燃料消耗,降低运行成本。然后烟气排出RTO系统。废气在氧化室中焚烧,成为净化的高温气体后离开氧化室,进入蓄热室2(在前面的循环中已被冷却),放热降温后排出,而蓄热室2吸收大量热量后升温(用于下一个循环加热废气)。净化后的废气先后进入冷却塔及碱液洗涤塔去除氨及氯化氢,经烟囱排入大气。这个过程不断循环再生,每一个蓄热室都是在输入废气与排出处理过的气体的模式间交替转换。切换时间根据实际情况可以调整。风机由变频器控制,以适应不同的运行工况。
三、RTO的装置特点
在有机废气治理技术中,吸收和吸附技术虽然较为成熟和成型,但由于其处理设备容量有限,吸附剂需要再生等问题使得应用受到限制。光催化氧化技术作为近年发展起来的新研究领域,由于存在设备成本较高和处理对象较单一等问题,尚处于实验室研究阶段,同时如何防止催化剂因非VOCs物质造成的失活和重金属造成的中毒是制约其处理效果的关键之一。生物处理技术因其耗能低、运转费用便宜,较少形成二次污染,适用于不同规模的各类中、低浓度有机废气的处理,但受到设备结构和工艺条件如不同菌种处理能力和效果相差较大。低温等离子技术适于各类VOCs的治理,处理效率高,无二次污染物产生,易操作,但目前该技术的研究尚处于实验室阶段, VOCs处理效率稳定仍然需要不断改进。蓄热式氧化燃烧技术不仅可以处理低、高浓度的有机废气,而且设备简单,投资少,操作方便,净化彻底,因此是目前应用最广泛的、经济有效的处理技术,特别适用于气体流量大、浓度低的有机废气的处理。RTO废气处理技术主要具有如下的优点:
1.99%以上去除效率(DRE),净化率高,两床式 RTO 净化率在 98% 以上,三床式 RTO 净化率在 99% 以上。废气经过处理后完全达到国家相关的排放标准。
2.采用分级燃烧技术,延缓状燃烧下释出热能;炉内升温均匀,烧损低,加热效果好,不存在传统燃烧过程中出现的局部高温高氧区,抑制了热力型氮氧化物(NOX)的生成,无二次污染。
3.特别适用于大风量、低浓度的有机废气以及同一生产线上,因产品不同,废气成分经常发生变化的情况;
4.低运行成本和燃料消耗操作费用低,超低燃料费。有机废气浓度在2000PPM以上时,RTO装置基本不需添加辅助燃料。
5.高达97%的热能回收 (实测值)蓄热室内温度均匀分级增加,加强了炉内传热,换热效果更佳。
6.可实现全自动化控制,操作简单,运行稳定,安全可靠性高。炉膛容积小,降低了设备的造价。
7.废气进口设置惰性氧化铝瓷球,对蓄热陶瓷起到保护、缓冲、过滤的作用,延长蓄热陶瓷的使用寿命。
8.低压降运转减少电力消耗,不存在因压力变化产生的脉冲现象。
四. RTO工艺原理
RTO的工作原理:把有机废气加热升温至760℃,使废气中的VOC氧化分解,成为无害的CO2和H2O;氧化时的高温气体的热量被蓄热体“贮存”起来,用于预热新进入的有机废气,节省升温所需要的燃料消耗。
1. 二室RTO工作原理
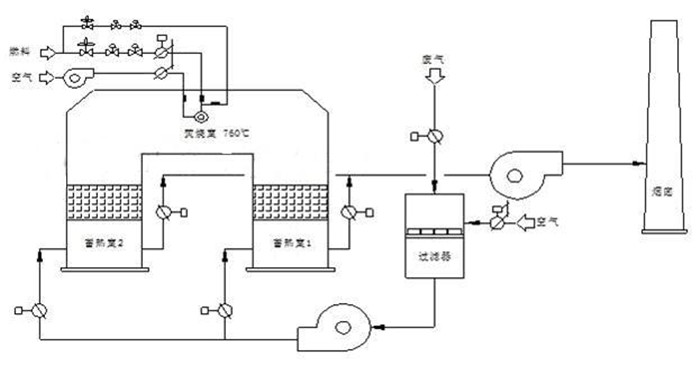
待处理的低温废气经引风机进入蓄热室1,陶瓷蓄热体释放热量温度降低,而有机废气升至较高的温度后进入氧化室,在氧化室中燃烧器燃烧补充热量,使废气升至设定的氧化温度(760℃),废气中的有机成分被分解成CO2和H2O。由于废气在蓄热室内已被预热,外加燃料的用量较少。
净化后的高温废气离开氧化室,进入蓄热室2,释放热量,温度降低后由排气风机经烟囱向空排放。而蓄热室2的陶瓷蓄热体吸热,“贮存”大量的热量(用于下个循环加热废气)。
一个循环完成后,进气与出气阀门进行一次切换,改变气流方向(进入下一循环)。废气由蓄热室2进入,净化后的气体由蓄热室1排放。如此不断地交替进行。
2. 三室RTO工作原理
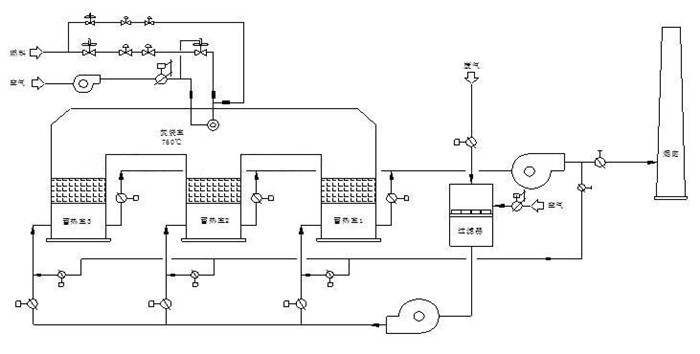
待处理的低温有机废气在入口风机作用下进入蓄热室1的陶瓷介质层,(该陶瓷介质已经把上一循环的热量“贮存”起来),陶瓷释放热量温度降低,而有机废气升至较高的温度之后进入燃烧室。在燃烧室中,燃烧器燃烧燃料放热,使废气升至设定的氧化温度760℃,废气中的有机物被分解成CO2和H2O。由于废气经过蓄热室预热,废气氧化也释放一定的热量,所以燃烧器燃料的用量较少。氧化室有两个作用:一是保证废气能达到设定的氧化温度,二是保证有足够的停留时间使废气充分氧化。
废气成为净化的高温气体后离开燃烧室,进入蓄热室2(上两个循环陶瓷介质已被冷却吹扫),释放热量,温度降低后排放,而蓄热室2的陶瓷吸热,“贮存”大量的热量(用于下个循环加热使用)。蓄热室3在这个循环中执行吹扫功能。
完成后,蓄热室的进气与出气阀门进行一次切换,蓄热室2进气,蓄热室3出气,蓄热室1吹扫;再下个循环则是蓄热室3进气,蓄热室1出气,蓄热室2吹扫,如此不断地交替进行。
五室RTO的运行原理与三室RTO类似,五个蓄热室为二进二出一清扫。
对RTO系统设计来讲,其优化设计目标是提高VOC去除率和热利用效率。影响VOC去除率的主要因素是“三T”,即氧化温度(Temperature)、停留时间(Time)及混合程度(Turbulence)。影响热效率的因素是:气流速度、蓄热介质、蓄热介质体积和几何结构等。
当RTO设备还没达到处理状态或停运时,废气可暂时通过旁通进入烟囱排放。
为了环保节能,在RTO尾部可设置换热器,进行余热利用。
|
|
|





